激光錫焊
激光錫焊有必要嗎 為什么要采用激光錫焊技術(shù)?
在電子產(chǎn)業(yè)向 “超微型化、超高集成、高可靠性” 升級的浪潮中,焊接工藝已從 “輔助工序” 躍升為決定產(chǎn)品性能、壽命與市場競爭力的核心環(huán)節(jié)。傳統(tǒng)焊接技術(shù)(波峰焊、回流焊、手工烙鐵焊)在 0.15mm 微小焊盤、0.25mm 窄間距元件、熱敏感組件面前,逐漸暴露精度不足、熱損傷嚴(yán)重、殘留污染、一致性差等短板。激光錫焊憑借 “精密控制、低熱損傷、清潔環(huán)保、高效穩(wěn)定” 的核心技術(shù)優(yōu)勢,精準(zhǔn)破解產(chǎn)業(yè)痛點,成為電子制造業(yè)升級的核心選擇。松盛光電基于 20 余年激光錫球焊技術(shù)沉淀與 300 + 行業(yè)應(yīng)用案例,系統(tǒng)拆解激光錫焊的六大核心優(yōu)勢,深度解析其成為精密焊接必選方案的底層邏輯,為企業(yè)工藝升級提供實操性參考。
?
一、精密控制:突破微小間距與定位的物理極限
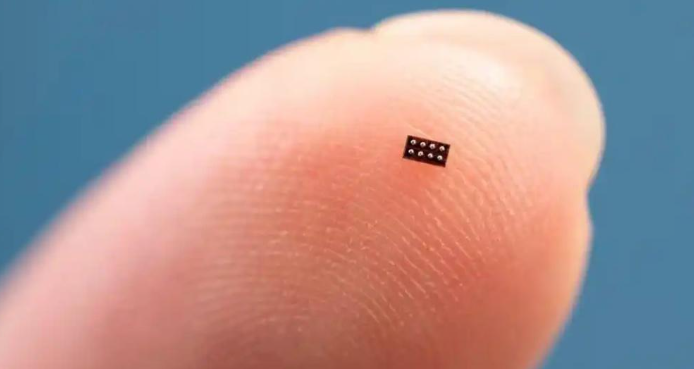
電子設(shè)備集成度持續(xù)提升,PCB 焊盤尺寸從毫米級壓縮至 0.15mm,元件引腳間距窄至 0.25mm,甚至出現(xiàn) “立體式” 焊接結(jié)構(gòu),傳統(tǒng)焊接技術(shù)的定位精度與錫量控制能力已觸頂。激光錫焊以 “微米級控制” 打破物理極限,成為微小精密焊接的唯一可行方案。
1. 定位精度:精準(zhǔn)對接超小焊盤
手工烙鐵焊依賴人工操作,定位偏差普遍超 0.3mm,焊接 0.25mm 間距元件時短路率高達(dá) 5%-8%;波峰焊通過熔融錫波實現(xiàn)批量焊接,但錫波擴(kuò)散導(dǎo)致定位偏差超 0.5mm,無法適配 0.15mm 級微小焊盤;回流焊受鋼網(wǎng)印刷精度限制,密腳元件空焊率常超 2%。
激光錫焊通過 “高精度運動系統(tǒng) + 圖像識別校準(zhǔn)” 實現(xiàn)微米級定位。松盛光電激光錫焊采用整體大理石龍門平臺(熱膨脹系數(shù)僅 1.2×10??/℃)與進(jìn)口伺服電機(jī),定位精度高達(dá) 0.15mm,重復(fù)定位精度 ±0.01mm;搭配 200 萬像素工業(yè)相機(jī)與校準(zhǔn)算法,可自動補(bǔ)償 PCB 熱脹冷縮偏差,錫球落點偏差≤0.03mm,精準(zhǔn)避開相鄰焊盤。其自主研發(fā)的噴錫球機(jī)構(gòu)支持 0.15-1.5mm 全規(guī)格錫球,能精準(zhǔn)匹配不同尺寸焊盤需求,在 0.15mm 微小焊盤焊接中,短路率降至 0.3% 以下,良率穩(wěn)定在 99.6% 以上。
2. 錫量控制:定量焊接杜絕缺陷
傳統(tǒng)焊接的錫量控制依賴人工經(jīng)驗或鋼網(wǎng)印刷,易出現(xiàn) “錫量過多溢錫、過少虛焊” 問題:手工烙鐵焊錫量偏差超 15%,波峰焊錫量波動 ±10%,回流焊受錫膏印刷厚度影響,錫量一致性差。這些問題在精密電子中會直接導(dǎo)致信號傳輸異常、焊點脫落等致命缺陷。
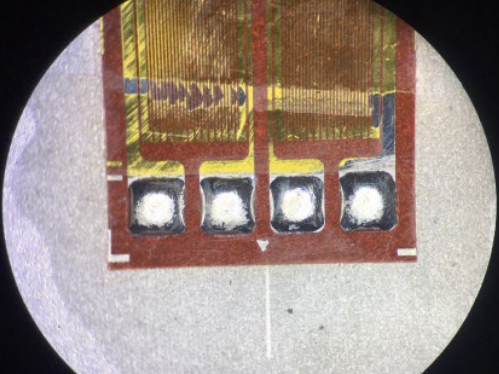
激光錫焊通過 “標(biāo)準(zhǔn)化錫球 + 精準(zhǔn)供球系統(tǒng)” 實現(xiàn)定量焊接。松盛光電激光錫球焊的錫球規(guī)格統(tǒng)一(重量偏差≤±2%),配合高精密壓差傳感器與高速交流伺服電機(jī),供球速度與落點精準(zhǔn)可控,每一個焊點的錫量完全一致。針對 0.15mm 微小焊盤,采用 0.15mm 錫球,錫量精準(zhǔn)控制在 0.005mg 級;針對 1.5mm 大尺寸焊盤,選用 1.5mm 錫球,確保焊點飽滿無溢錫。這種定量控制從根源上杜絕了虛焊、橋連、針孔等缺陷。
3. 能量控制:精準(zhǔn)匹配焊料與基材
不同焊料(錫鉛、錫銀銅、錫銅)與基材(銅、鎳、鋁、陶瓷)的熱導(dǎo)率、熔點差異較大,傳統(tǒng)焊接的 “整體加熱” 模式無法精準(zhǔn)匹配,易出現(xiàn)焊料未熔化或基材過熱損壞。激光錫焊的 “局部聚焦加熱” 可實現(xiàn)能量精準(zhǔn)調(diào)控,適配多元材質(zhì)組合。
松盛光電激光錫焊的激光系統(tǒng)支持 60-200W 功率調(diào)節(jié),激光能量穩(wěn)定限僅 3‰,波長涵蓋 915nm(半導(dǎo)體)、1070nm(光纖),可根據(jù)焊料熔點與基材特性動態(tài)匹配:焊接錫銀銅合金(熔點 217℃-227℃)時,功率控制在 80-120W;焊接鋁材質(zhì)(熱導(dǎo)率高)時,采用 200W 光纖激光,提升能量吸收率;焊接陶瓷基板(熱導(dǎo)率低)時,采用 “低功率慢加熱” 模式,避免基板開裂。這種精準(zhǔn)的能量控制,讓激光錫焊可適配銅、鎳、鋁、陶瓷、柔性材料等多種基材,以及 0.15-1.5mm 全規(guī)格焊料,滿足多元精密焊接需求。
二、低熱損傷:守護(hù)熱敏感元件的核心性能
電子產(chǎn)業(yè)中,MEMS 傳感器、晶圓、柔性 PCB、VCM 音圈電機(jī)等熱敏感元件占比已達(dá) 40% 以上,這些元件耐熱溫度通常≤180℃,傳統(tǒng)焊接的 “整體加熱” 模式極易導(dǎo)致性能衰減或永久損傷,激光錫焊的 “局部加熱 + 非接觸操作” 從根源上解決了這一痛點。
1. 熱影響區(qū)極小:避免周邊元件損傷
傳統(tǒng)焊接的熱影響區(qū)(HAZ)普遍較大:波峰焊熱影響區(qū) 2-5mm,回流焊 1-3mm,手工烙鐵焊 1-2mm,高溫會導(dǎo)致柔性 PCB 變形、晶圓絕緣層老化、MEMS 傳感器靈敏度衰減。
激光錫焊的激光光束經(jīng)聚焦后能量密度達(dá) 10?-10?W/cm2,僅作用于焊點局部區(qū)域,熱影響區(qū)可控制在 0.2mm 以內(nèi),周邊區(qū)域溫度保持在 50℃以下,不會對熱敏感元件造成影響。松盛光電激光錫焊針對 MEMS 傳感器焊接,開發(fā) “分段加熱算法”,將焊接過程分為預(yù)熱、熔化、保溫、冷卻四階段,升溫速率控制在 5℃/ms,確保傳感器靈敏度保留率達(dá) 99%;焊接柔性 PCB 時,無機(jī)械壓力的非接觸操作,避免了基板變形,變形率從傳統(tǒng)烙鐵焊的 3% 降至 0.1% 以下。
2. 溫度穩(wěn)定可控:杜絕熱沖擊損傷
傳統(tǒng)焊接的溫度波動較大:波峰焊錫液溫度波動 ±5℃,回流焊爐內(nèi)溫度偏差 ±3℃,這種溫度波動會對精密元件造成熱沖擊,導(dǎo)致內(nèi)部結(jié)構(gòu)損壞。激光錫焊通過 “恒功率驅(qū)動 + 實時溫度反饋” 實現(xiàn)溫度精準(zhǔn)控制,避免熱沖擊。
松盛光電激光錫焊的激光發(fā)生器采用恒流驅(qū)動設(shè)計,電流穩(wěn)定性 ±1mA,能量輸出波動≤3‰,確保焊接溫度偏差≤±1℃;搭配紅外溫度傳感器,實時監(jiān)測焊點溫度,若溫度超預(yù)設(shè)閾值,計算機(jī)控制系統(tǒng)立即調(diào)整激光功率或脈沖時間,形成閉環(huán)控制。
三、清潔環(huán)保:契合綠色合規(guī)與高潔凈需求
全球環(huán)保政策日益嚴(yán)格,歐盟?RoHS、中國《電子信息產(chǎn)品污染控制管理辦法》等法規(guī)限制有害物質(zhì)使用與污染物排放,傳統(tǒng)焊接的助焊劑殘留、廢水排放等問題已成為企業(yè)合規(guī)痛點。激光錫焊的 “無助焊劑 + 無殘留” 特性,完美適配綠色生產(chǎn)趨勢。
1. 無助焊劑:從根源杜絕殘留污染
傳統(tǒng)焊接(波峰焊、烙鐵焊、回流焊)需使用助焊劑去除氧化層,殘留助焊劑易導(dǎo)致焊點腐蝕、電氣性能下降,后續(xù)需增加清洗工序,不僅增加成本,還會產(chǎn)生含錫廢水,污染土壤與水源。某電子企業(yè)每年因助焊劑清洗產(chǎn)生的廢水處理成本超百萬元,且曾因排放不達(dá)標(biāo)面臨環(huán)保處罰。
激光錫焊采用高純度氮氣保護(hù)(99.99%-99.999%)替代助焊劑,氮氣在焊接區(qū)域形成局部惰性氛圍,隔絕空氣,防止焊料與焊盤氧化,同時降低焊料表面張力,提升潤濕性。松盛光電激光錫焊的氮氣保護(hù)系統(tǒng)采用定制化噴嘴,可形成直徑 0.5mm 的局部惰性區(qū),確保焊點表面光潔度達(dá) Ra≤0.8μm,無需后續(xù)清洗,從根源杜絕助焊劑殘留與廢水污染。
2. 低消耗低排放:實現(xiàn)綠色量產(chǎn)
傳統(tǒng)焊接的錫料利用率較低:波峰焊錫料利用率約 80%,手工焊約 70%,剩余錫料形成錫渣浪費;回流焊使用的錫膏含揮發(fā)性有機(jī)物(VOCs),會造成大氣污染。激光錫焊的錫球利用率達(dá) 99% 以上,幾乎無浪費,且焊接過程無錫煙、VOCs 排放,符合綠色生產(chǎn)要求。
松盛光電激光錫焊的焊接頭自帶清潔系統(tǒng),每次焊接后通過高壓氮氣吹掃噴嘴,清除殘留錫渣,噴嘴壽命達(dá) 30-50 萬次,較行業(yè)平均水平提升 3 倍,減少耗材更換頻率與廢棄物產(chǎn)生;錫球為標(biāo)準(zhǔn)化產(chǎn)品,無二次污染,可回收利用率達(dá) 95% 以上。
四、高效穩(wěn)定:自動化量產(chǎn)與一致性保障
電子產(chǎn)業(yè)的量產(chǎn)需求與質(zhì)量一致性要求日益嚴(yán)苛,傳統(tǒng)焊接依賴人工操作或半自動化設(shè)備,效率低、波動大,難以滿足規(guī)模化精密生產(chǎn)需求。激光錫焊的全流程自動化與高一致性,成為提升產(chǎn)能與產(chǎn)品質(zhì)量的核心支撐。
1. 自動化程度高:大幅提升生產(chǎn)效率
手工烙鐵焊的單點速度僅 0.1-0.3 個 / 秒,且受工人技能、狀態(tài)影響,無法實現(xiàn) 24 小時連續(xù)作業(yè);波峰焊、回流焊雖為自動化設(shè)備,但換型時間長達(dá) 2-4 小時,產(chǎn)能損失嚴(yán)重。
激光錫焊的全流程自動化體系可實現(xiàn) “上料 - 焊接 - 檢測 - 下料” 無人化操作。松盛光電激光錫焊的單點焊接速度達(dá) 3 球 / 秒,是手工焊接的 10 倍,一臺設(shè)備可替代 15-20 名熟練焊工;搭配自動化上下料系統(tǒng),可構(gòu)建無人化生產(chǎn)線,24 小時連續(xù)作業(yè),日均產(chǎn)能提升至 3 萬件以上。
2. 質(zhì)量一致性強(qiáng):降低次品與售后成本
傳統(tǒng)焊接的質(zhì)量波動較大:手工焊的焊點強(qiáng)度差異超 15%,波峰焊的良率通常在 95%-98%,回流焊的焊點一致性受爐溫均勻性影響,波動超 5%。這些波動會導(dǎo)致產(chǎn)品售后故障率高,返修成本高昂。
激光錫焊通過全流程智能控制,實現(xiàn)極高的質(zhì)量一致性。松盛光電激光錫焊的良率穩(wěn)定在 99.6% 以上,焊點強(qiáng)度變異系數(shù)≤3%,遠(yuǎn)優(yōu)于傳統(tǒng)焊接的 8%-12%;設(shè)備的圖像識別及檢測系統(tǒng)每秒采集 30 幀圖像,實時監(jiān)控焊點形態(tài)、錫球熔化狀態(tài),若發(fā)現(xiàn)參數(shù)漂移導(dǎo)致的質(zhì)量波動,系統(tǒng)立即自動調(diào)整激光能量、加熱時間等參數(shù),確保焊接質(zhì)量始終穩(wěn)定。同時,設(shè)備可記錄每一個焊點的焊接參數(shù)(能量、時間、溫度、錫球規(guī)格),形成可追溯的質(zhì)量檔案,方便后續(xù)排查問題,售后故障率從傳統(tǒng)技術(shù)的 2%-5% 降至 0.3% 以下。
五、靈活適配:多材質(zhì)多結(jié)構(gòu)的全場景覆蓋
電子產(chǎn)業(yè)的產(chǎn)品形態(tài)與材質(zhì)日益多元,從平面 PCB 到立體結(jié)構(gòu),從普通銅材到陶瓷、鋁、鎳等特殊材質(zhì),傳統(tǒng)焊接技術(shù)的適配性不足問題突出。激光錫焊的模塊化設(shè)計與多材質(zhì)適配能力,完美應(yīng)對了這一挑戰(zhàn)。
1. 多結(jié)構(gòu)適配:突破空間與形態(tài)限制
傳統(tǒng)焊接受操作空間限制,難以應(yīng)對立體結(jié)構(gòu)、微小空間的焊接需求:手工烙鐵焊無法觸及產(chǎn)品內(nèi)部隱藏焊點,波峰焊、回流焊僅能處理平面 PCB,對于折疊屏鉸鏈 PCB、HDD 硬盤 HGA 組件、汽車?yán)走_(dá)立體 PCB 等復(fù)雜結(jié)構(gòu),傳統(tǒng)技術(shù)幾乎無法適配。
激光錫焊的非接觸式操作與靈活的焊接頭設(shè)計,可突破空間與形態(tài)限制。松盛光電激光錫焊的激光位置三軸可調(diào),配合 200mm×200mm 的工作范圍,能在微小空間、立體結(jié)構(gòu)中完成焊接,無需拆卸產(chǎn)品結(jié)構(gòu)。
2. 多材質(zhì)適配:破解特殊材質(zhì)焊接難題
傳統(tǒng)焊接對特殊材質(zhì)的焊接效果差:波峰焊難以焊接陶瓷基板(熱導(dǎo)率低),易出現(xiàn)錫球不熔化;烙鐵焊無法焊接鋁材質(zhì)(表面氧化膜致密),易出現(xiàn) “不粘錫”;回流焊對鍍鎳材質(zhì)的潤濕性不足,焊點易脫落。這些問題制約了產(chǎn)品材質(zhì)創(chuàng)新與性能升級。
激光錫焊通過優(yōu)化激光波長、能量參數(shù)與氮氣保護(hù),實現(xiàn)多材質(zhì)精準(zhǔn)焊接。松盛光電激光錫焊的激光波長涵蓋 915nm(半導(dǎo)體)、1070nm(光纖),1070nm 波長在鋁中的吸收率更高,可有效突破鋁表面氧化膜;針對陶瓷基板,采用 “低功率慢加熱” 模式,避免基板開裂;針對鍍鎳材質(zhì),優(yōu)化氮氣流量與加熱時間,提升焊料潤濕性。設(shè)備可適配銅、金、鎳、鋁、陶瓷、柔性材料等多種基材,以及錫鉛、錫銀銅、錫銅等多種焊料。
3. 定制化適配:滿足個性化生產(chǎn)需求
電子企業(yè)常面臨非標(biāo)產(chǎn)品、定制化需求,傳統(tǒng)焊接設(shè)備的通用性差,難以快速適配。松盛光電激光錫焊依托 20 年 + 精密焊接經(jīng)驗,構(gòu)建了 “標(biāo)準(zhǔn)化平臺 + 定制化模塊” 的服務(wù)體系,從設(shè)備定制到工藝優(yōu)化,全方位滿足客戶個性化需求。
針對非標(biāo)產(chǎn)品,技術(shù)團(tuán)隊可根據(jù)客戶提供的 PCB 圖紙、元件規(guī)格,定制焊接路徑、定位夾具,甚至開發(fā)專用焊接頭;針對特殊行業(yè)需求,如軍工電子的抗振動、醫(yī)療電子的潔凈度要求,提供專屬工藝方案。這種定制化能力讓激光錫焊可快速切入不同細(xì)分領(lǐng)域,成為企業(yè)產(chǎn)品創(chuàng)新的核心支撐。

六、為什么必須采用激光錫焊?產(chǎn)業(yè)升級的必然選擇
激光錫焊的核心價值,不僅在于其技術(shù)優(yōu)勢,更在于其精準(zhǔn)匹配了電子產(chǎn)業(yè) “微型化、高可靠、綠色化、自動化” 的升級趨勢,成為傳統(tǒng)焊接無法替代的核心方案,其采用的必要性體現(xiàn)在三大維度:
1. 替代傳統(tǒng)焊接:破解產(chǎn)業(yè)核心痛點
傳統(tǒng)焊接的精度、熱損傷、殘留、一致性等短板,已成為電子產(chǎn)業(yè)升級的瓶頸:當(dāng)焊盤尺寸≤0.15mm、間距≤0.25mm,傳統(tǒng)技術(shù)無法實現(xiàn)精準(zhǔn)焊接;當(dāng)熱敏感元件占比超 40%,傳統(tǒng)技術(shù)的熱損傷風(fēng)險無法規(guī)避;當(dāng)環(huán)保合規(guī)成為出口必備條件,傳統(tǒng)技術(shù)的污染問題無法解決。激光錫焊的技術(shù)特性恰好針對性破解這些痛點,成為精密電子焊接的 “唯一解”。
2. 適配產(chǎn)業(yè)升級:支撐產(chǎn)品創(chuàng)新與市場拓展
電子產(chǎn)業(yè)的競爭已從 “規(guī)模競爭” 轉(zhuǎn)向 “質(zhì)量與技術(shù)競爭”,采用激光錫焊后,產(chǎn)品的焊接精度、可靠性顯著提升,可滿足更高端的市場需求,甚至進(jìn)入軍工、醫(yī)療、汽車電子等高附加值領(lǐng)域,構(gòu)建差異化競爭優(yōu)勢。某電子企業(yè)原本生產(chǎn)普通消費級傳感器,改用激光錫焊后,產(chǎn)品通過醫(yī)療行業(yè)認(rèn)證,單價從 50 元提升至 200 元,利潤率提升 3 倍;某 3C 企業(yè)憑借激光錫焊的精密焊接能力,成為某知名手機(jī)品牌的核心供應(yīng)商,年銷售額增長 50%。
3. 長期價值最大化:降本增效與風(fēng)險規(guī)避
激光錫焊的初期設(shè)備投入雖高于傳統(tǒng)設(shè)備,但長期綜合成本更優(yōu):通過自動化替代人工,每年節(jié)省人工成本 60-80 萬元;通過高良率減少次品損失,每年節(jié)省 200-500 萬元;通過環(huán)保合規(guī)避免處罰與市場限制,拓展國際市場空間;通過靈活適配減少換型成本與設(shè)備投入,提升市場響應(yīng)速度。某精密醫(yī)療設(shè)備企業(yè)測算顯示,采用激光錫焊后,顯性成本(設(shè)備 + 耗材)增加 20%,但隱性成本(人工 + 次品 + 環(huán)保)降低 80%,綜合生產(chǎn)成本反而下降 15%,設(shè)備投入 6-12 個月即可收回。

七、松盛光電激光錫焊:落地的核心支撐
選擇激光錫焊后,設(shè)備的技術(shù)實力與服務(wù)能力直接決定應(yīng)用效果。松盛光電激光錫焊憑借 20 年 + 激光技術(shù)沉淀,從核心技術(shù)、產(chǎn)品性能、定制化服務(wù)三個維度,為企業(yè)提供全周期支撐,確保激光錫焊的優(yōu)勢充分落地。
1. 核心技術(shù)自主化:筑牢性能根基
松盛光電激光錫焊的核心部件(激光系統(tǒng)、供球系統(tǒng)、圖像識別系統(tǒng)、運動系統(tǒng))均由公司研發(fā)團(tuán)隊自主設(shè)計生產(chǎn),擁有全套自主知識產(chǎn)權(quán)。激光發(fā)生器能量穩(wěn)定限僅 3‰,波長涵蓋 915nm/1070nm;供球系統(tǒng)最小可噴射 0.15mm 錫球,落點偏差≤0.03mm;圖像識別系統(tǒng)定位偏差補(bǔ)償精度達(dá) 0.02mm;運動系統(tǒng)采用大理石龍門平臺,定位精度 0.15mm。核心技術(shù)自主化確保了設(shè)備的性能穩(wěn)定性與技術(shù)先進(jìn)性,較同類友商產(chǎn)品,噴嘴壽命提升 3 倍,能量穩(wěn)定性提升 6 倍。
2. 產(chǎn)品性能適配:精準(zhǔn)匹配場景需求
設(shè)備的各項參數(shù)均針對精密焊接場景優(yōu)化:激光功率 60-200W 可調(diào),適配不同焊料與基材;工作范圍 200mm×200mm,支持多種規(guī)格產(chǎn)品焊接;良率 99.6% 以上,滿足量產(chǎn)質(zhì)量要求;氮氣純度 99.99%-99.999%,確保清潔焊接;焊接頭自帶清潔系統(tǒng),維護(hù)成本低。設(shè)備兼容 PRT / 大瑞、佰能達(dá) / 云錫等主流廠商的錫球,支持 0.15-1.5mm 全規(guī)格,適配 3C 電子、軍工電子、醫(yī)療電子、微電子等多個領(lǐng)域的核心場景。
3. 全周期服務(wù):保障落地效果
松盛光電激光錫焊提供從需求評估、設(shè)備定制、安裝調(diào)試、操作培訓(xùn)到后期維護(hù)的全周期服務(wù)。技術(shù)團(tuán)隊可免費為客戶提供適配性評估與焊接測試;設(shè)備交付后,上門安裝調(diào)試,確保工人快速上手;后期提供 24 小時技術(shù)支持,定期回訪優(yōu)化工藝參數(shù),解決生產(chǎn)中的突發(fā)問題。針對特殊需求,可聯(lián)合焊料供應(yīng)商共同研發(fā)專用焊料,或定制非標(biāo)設(shè)備結(jié)構(gòu),確保激光錫焊技術(shù)與客戶生產(chǎn)需求深度適配。
結(jié)語:激光錫焊引領(lǐng)精密電子焊接新時代
激光錫焊的六大核心優(yōu)勢 —— 精密控制、低熱損傷、清潔環(huán)保、高效穩(wěn)定、靈活適配、長期價值,精準(zhǔn)匹配了電子產(chǎn)業(yè)的升級需求,使其從 “可選工藝” 成為 “必選工藝”。在電子設(shè)備日益微型化、高精密化、綠色化的今天,采用激光錫焊已不是單純的技術(shù)升級,而是企業(yè)提升市場競爭力、規(guī)避合規(guī)風(fēng)險、實現(xiàn)長期發(fā)展的必然選擇。
松盛光電激光錫焊作為激光錫球焊領(lǐng)域的技術(shù)領(lǐng)航者,憑借全自主研發(fā)的核心技術(shù)、20 年 + 的行業(yè)經(jīng)驗、定制化的服務(wù)體系,為 300 + 電子企業(yè)提供了工藝升級解決方案,從 0.15mm 微小焊盤焊接到特殊材質(zhì)連接,從 3C 批量生產(chǎn)到軍工定制化需求,持續(xù)推動激光錫焊技術(shù)的產(chǎn)業(yè)落地。


